Walzprofilieren: Wie man das Beste aus dünnen Materialien herausholt
Die Verarbeitung von Dünnblech in der Profilherstellung erfordert ganz andere Berechnungs- und Einstellungswerkzeuge als dies bei dicken Materialien der Fall ist. Insbesondere gilt: Je dünner das Material ist, desto schwieriger ist es, die elastische Rückformung bei offenen, aber auch bei geschlossenen Profilen, zu bewerten.
Seit 1978 entwickeln wir bei Dallan Berechnungswerkzeuge und -algorithmen speziell für Dünnbleche: Das hat das Wachstum unseres Unternehmens vorangetrieben und ist zum Erkennungsmerkmal der Maschinen und Anlagen aus dem Hause Dallan geworden.
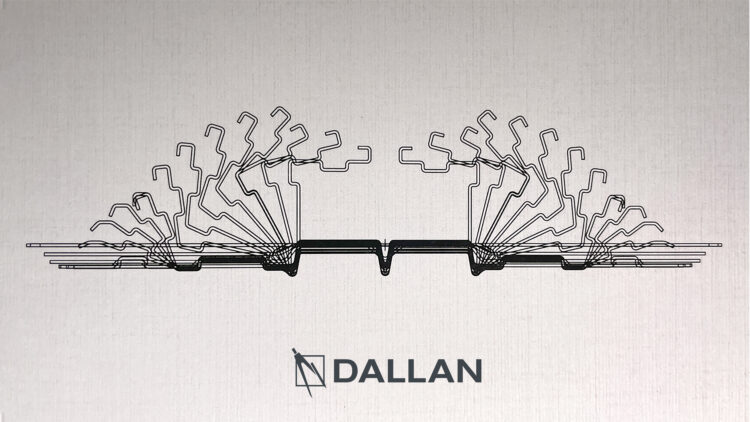
Die Abbildung veranschaulicht die Genauigkeit der Dallan-Profiliermaschinen durch die Gegenüberstellung einer theoretischen Zeichnung mit dem Endprodukt eines Rollladenprofils in 0,20 mm Dicke plus Lackierung: Das Rollladenprofil ist eines der technisch anspruchsvollsten Profile, die von Dallan hergestellt werden, da es sich nicht um ein statisches Profil handelt, sondern um ein Produkt, bei dem der Haken während des Auf- und Abwickelns über die gesamte Lebensdauer hinweg fehlerfrei arbeiten muss.
Folgen Sie dem QR-Code, um eine herausragende Anwendung von Baumodulen aus Dünnblech zu sehen!
Die ursprüngliche Studie zu Dünnblechen aus dem Jahr 1974

Im Jahr 2019 haben wir die originale Diplomarbeit unseres Gründers, Ing. Sergio Dallan, genau 45 Jahre nach ihrer Publikation, in italienischer Sprache neu veröffentlicht, welche das Kaltbiegen von Dünnblechen zum Thema hatte. Ausgehend von dieser Studie mit dem Titel „Die Entwicklung von Rollen für Leichtbauprofile“, die im Originaltext und mit allen Formeln veröffentlicht wurde, konnte sich unser Unternehmen zunächst als Entwurfsbüro und später als Hersteller von Profiliermaschinen für den italienischen und anschließend für den internationalen Markt weiterentwickeln.
Die Formeln wurden in die original Dallan Entwicklungssoftware für Rollen integriert, die wir noch heute in aktualisierter Form verwenden und in die wir unsere 40-jährige Arbeitserfahrung einfließen ließen.
Sie finden dieses Buch nicht in Buchhandlungen oder bei Amazon: Um eine Kopie anzufordern, schreiben Sie uns an [email protected]
Eigenschaften von Profilbeschichtungen und Biegeradien
Neben der Entwicklung spezieller Techniken für Dünnbleche haben wir von Anfang an in Bereichen wie Metalldecken und Rollladen gearbeitet, wo oft Profile aus vorlackierten Materialien zum Einsatz kommen.
Beim Umformen eines ästhetischen Profils mit Oberflächenbeschichtung muss besonders auf das Design geachtet werden, damit die Qualität des Produkts gewährleistet bleibt.
Die Rollen haben nämlich während der Umformung gegenüber der neutralen Liniengeschwindigkeit des Profils unterschiedliche Umfangsgeschwindigkeiten.
Organische Beschichtungen erreichen heute eine hervorragende Kratz- und Abriebfestigkeit, jedoch müssen bei der Umformung die Unterschiede zwischen den Umfangsgeschwindigkeiten minimiert werden.
Die Referenznorm für die Abriebfestigkeit von Beschichtungen ist z. B. die UNI EN 13523-12.
Wie bei allen Produktionslinien hängt auch beim Profilieren die Qualität des Endprodukts weitgehend von der Qualität des Ausgangsdesigns ab.
Werden nämlich das Produkt und die Profilblume untersucht, muss immer auch die Elastizität des Lacks berücksichtigt werden. Wenn wir ein Blechprodukt mit einem gegebenen Radius biegen und uns eine neutrale Linie etwa in der Mitte der Metalldicke vorstellen, wird das Material auf der Innenseite des Radius gestaucht und auf der Außenseite gedehnt.
Natürlich wird auch der Lack an der Außenseite des Materials stärker als die neutrale Linie gedehnt. Wir benötigen also vor allem bei engen Radien eine gute Elastizität der Beschichtung, um die Biegung vornehmen zu können.
Beschichtungen werden auch gerade nach ihrer Fähigkeit klassifiziert, über enge Innenradien gebogen werden zu können, ohne sich dabei farblich zu verändern oder Risse zu zeigen. Die Referenznorm ist z. B. die EN 1396.
Das Verfahren ist einfach: Nehmen Sie ein kleines Quadrat aus vorlackiertem Blech und biegen Sie eine der Kanten bei einem Innenradius von Null um 180° um sich selbst.
Wenn die Beschichtung keine Risse oder Linien aufweist, die das darunterliegende Material zeigen, klassifizieren wir das Material als T0.
Das bedeutet, dass die Beschichtung eine maximale Elastizität aufweist.
Nur wenige Materialien besitzen diese Eigenschaft. Wenn wir also Risse, Linien oder Farbveränderungen sehen, biegen wir das Material, indem wir es auf der Innenseite belassen, noch einmal um sich selbst und wir erhalten eine Biegung mit einem Innenradius, der der halben Metalldicke entspricht.
Bleibt die Oberfläche der Biegung intakt, wird das Material als T0,5 klassifiziert. Andernfalls fährt man mit dem Biegevorgang so lange fort, bis die Außenoberfläche perfekt erscheint.
Als gute Faustregel für Dünnbleche gilt, dass die Profile mit einem Innenradius, welcher der Materialstärke entspricht, entworfen werden sollten (also für T1-klassifizierte Materialien). Das gilt für die meisten Beschichtungen wie Acryl, Epoxid, Polyester und Polyurethan.

Die anfängliche Spezialisierung von Dallan auf Dünnbleche führte dazu, dass sich immer mehr Unternehmen, die mit vorlackierten und beschichteten Materialien arbeiteten, für die Entwicklung neuer Produkte an Dallan wandten. So erfuhr das Unternehmen im Bereich Zwischendecken und Innenausbau – also in den Branchen Rollladen, Sonnenschutz und Vorhangfassaden (cladding) seinen ersten großen Sprung nach vorne.
Viele Materialien, insbesondere Aluminium, erreichen Basisdicken von weniger als 0,20 mm. Die Dicke der Lackschicht (bei Flüssiglackierungen) reicht von 0,02 bis 0,03 mm, sie beträgt also bis zu 15% der Gesamtdicke des Materials!
Die Eigenschaften des Lacks beeinflussen daher mechanisch den Formgebungsprozess. Ein entsprechender Erfahrungsschatz ist also unerlässlich, um diese Variationen berücksichtigen zu können und stets Profile von höchster Qualität zu erzeugen.
Darüber hinaus ist es notwendig, bestimmte Lackeigenschaften, vor allem aber die Elastizität, zu berücksichtigen, um die Haftung des Lacks bei Biegungen über kleinste Radien zu gewährleisten.
Entnommen aus dem Buch „Die Revolution der Effizienz“
FORDERN SIE DAS BUCH KOSTENLOS AN

Andrea Dallan
CEO – Dallan Spa