Profilage : comment tirer le meilleur parti des matériaux minces
Le profilage des matériaux fins nécessite des outils de calcul et de réglage très différents de ceux qui sont utilisés pour les matériaux épais. Par exemple, plus le matériau est fin, plus il est difficile d’évaluer le retour élastique dans les profils ouverts, voire dans les profils fermés.
Depuis 1978, Dallan met au point des instruments et des algorithmes de calculs spécifiques pour la tôle fine. Ceci a grandement contribué au développement de notre entreprise et fait partie des caractéristiques distinctives des machines et outillages Dallan.
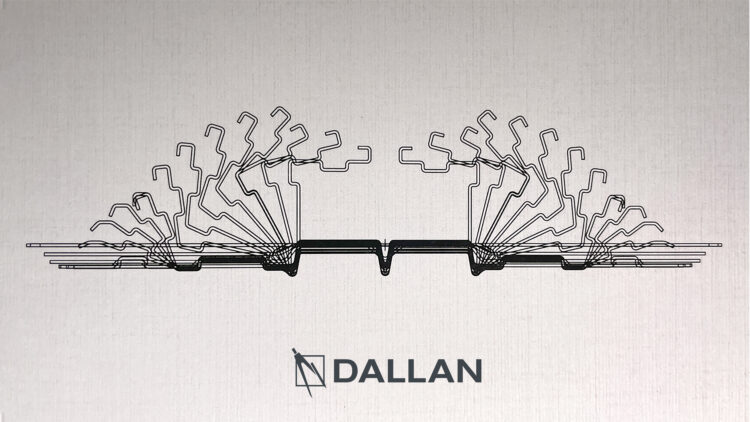
L’illustration montre la précision des profileuses Dallan, à travers la comparaison entre le dessin théorique et le résultat final d’un profil pour volet roulant d’une épaisseur de 0,20 mm et laqué. Le volet roulant figure parmi les profils les plus techniques, réalisés par Dallan, car il ne s’agit pas d’un profil statique. La fixation doit fonctionner correctement lors des déroulements et des enroulements pendant toute la durée de vie du produit.
Scannez le code QR ci-dessous : vous pourrez découvrir une application extraordinaire de modules de construction réalisés avec de la tôle fine !
L’étude originale sur les matériaux fins de 1974

En 2019, 45 ans après sa publication, nous avons fait éditer en italien la thèse de doctorat originale réalisée par notre fondateur, l’Ingeniere Sergio Dallan, qui avait pour sujet précisément le formage à froid de la tôle fine. Le texte original de cette étude intitulée « Conception des galets pour profils légers » a été publié, complété de toutes les formules développées par notre entreprise, d’abord en tant que bureau d’études, puis en qualité de producteur de profileuses sur le marché italien, puis international.
Les formules ont été intégrées dans le logiciel original Dallan de développement de galets, que nous utilisons encore aujourd’hui, après l’avoir mis à jour en tenant compte des expériences cumulées en quarante ans d’activité.
Ce livre, vous ne le trouverez pas en vente en librairie ni sur Amazon. Pour en commander un exemplaire, écrivez-nous à [email protected]
Caractéristiques des revêtements pour le profilage et rayons de pliage
Outre le développement de techniques particulières pour les matériaux fins, nous avons dès le début travaillé dans des secteurs comme les faux plafonds métalliques et les volets roulants, où l’on trouve de très nombreux profils en matériaux prélaqués.
Lorsque l’on forme un profil esthétique avec une surface préfinie, il est essentiel d’accorder une attention particulière à la conception afin de garantir la qualité du produit.
En effet – lorsque le profil est en cours de formage – les galets présentent différentes vitesses périphériques par rapport à la ligne du profil, dont la vitesse est neutre.
Aujourd’hui, les revêtements organiques sont hautement résistants aux rayures et à l’abrasion, mais le système de formage du profil doit minimiser les différences entre les vitesses périphériques.
La norme de référence pour la résistance à l’abrasion des revêtements est par exemple UNI EN 13523-12.
Pour le profilage, comme dans toutes les lignes de production, la qualité du produit fini dépend en grande partie de celle de la conception initiale.
En effet, lorsque l’on étudie le produit et la fleur de profilage, il est indispensable de tenir compte de l’élasticité de la laque. Lorsque l’on plie un produit en tôle selon un rayon déterminé, si on imagine une ligne neutre située environ à la moitié de l’épaisseur, le matériau compris à l’intérieur du rayon sera comprimé, et le matériau externe sera étiré.
Clairement, la laque se trouvant à l’extérieur du matériau sera également plus étirée que la ligne neutre. Et le revêtement doit offrir une bonne élasticité pour la réalisation du pliage, notamment avec des petits rayons de pliage.
Les revêtements sont classés en fonction de leur capacité à être pliés sur des petits rayons internes sans modifier la couleur et sans faire apparaître de fissures dans le revêtement. La norme de référence est par exemple EN 1396.
Le procédé est simple. Nous prenons un petit carré de tôle prélaquée et nous replions un bord à 180° avec un rayon interne égal à zéro.
Si le revêtement ne présente pas de fissures ou de lignes faisant apparaître le matériau sous-jacent, nous classons le matériau dans la catégorie T0.
Cela signifie que le revêtement offre une élasticité optimale.
Peu de matériaux présentent cette caractéristique. Si nous constatons la présence de fissures, de lignes ou de modifications de couleurs, nous replions de nouveau le matériau sur lui-même, en laissant le matériau à l’intérieur, et on obtient une pliure dont le rayon interne équivaut à la moitié de l’épaisseur.
Si la surface de la zone pliée est intègre, le matériau est classé T0,5. Sinon, on poursuit le processus de pliage jusqu’à ce que la surface externe soit parfaite.
Pour le travail de la tôle fine, il est recommandé de concevoir les profils dont le rayon interne équivaut à l’épaisseur du matériau (donc pour matériaux), pour la majeure partie des revêtements, comme l’acrylique, l’époxy, les polyesters et les polyuréthanes.

La spécialisation initiale de Dallan dans les matériaux fins a incité de plus en plus d’entreprises travaillant des matériaux prélaqués et préfinis à contacter Dallan afin de développer de nouveaux produits. Le premier tournant important dans le développement de l’entreprise a été la décision de produire des faux plafonds et des finitions d’intérieur, c’est-à-dire les volets roulants, les protections solaires et les murs-rideaux (cladding).
Sur de nombreux matériaux, en particulier l’aluminium, l’épaisseur de la base est inférieure à 0,20 mm. L’épaisseur de la laque (si elle est liquide) oscille entre 0,02 et 0,03 mm, ce qui peut représenter jusqu’à 15 % de l’épaisseur totale du matériau !
Les caractéristiques de la laque influencent mécaniquement le processus de formage. L’expérience est essentielle pour gérer ces variations et obtenir des profils de haute qualité.
De plus, il convient de tenir compte de certaines caractéristiques de la laque, notamment l’élasticité, pour garantir l’adhérence de la laque dans les plis, pour des rayons de pliage plus petits.
Extrait du livre « La Révolution de l`Efficience ».
DEMANDER LE LIVRE GRATUITEMENT

Andrea Dallan
CEO – Dallan Spa