
Parametric Programming with Dallan: The Coil Laser Revolution with Dallan ParametricX
No More Hours on CAD-CAM: Program Coil Lasers in Seconds with Dallan ParametricX In the world of Just-in-Time production, flexibility (…)

Comparison of coil laser cutting technologies on the market and what to look out for! Coil Laser vs. Sheet Laser: (…)
No More Hours on CAD-CAM: Program Coil Lasers in Seconds with Dallan ParametricX In the world of Just-in-Time production, flexibility (…)
In the world of Lean Production, reducing waste is one of the main goals. But often, when working with traditional (…)

When we talk about efficiency, we talk about achieving more with fewer resources. One of the most valuable resources in (…)

Have you ever heard of the Pareto rule, the famous 80/20 principle? This concept, introduced by Italian economist Vilfredo Pareto, (…)

When it comes to precision roll forming and complex metal profiles, Dallan stands out as a world-class specialist. With over (…)
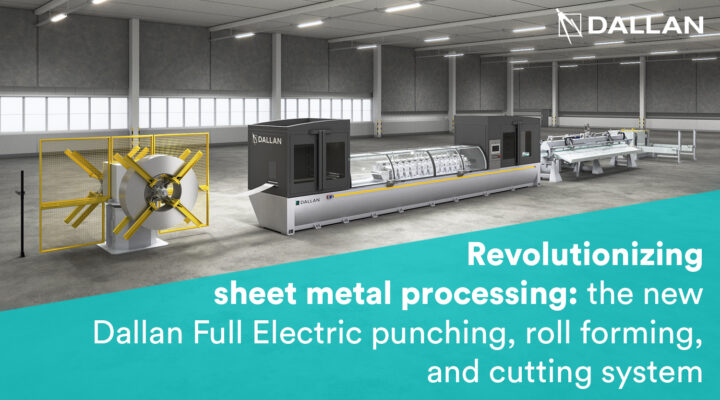
A game-changer in energy efficiency and performance Dallan has once again raised the bar in sheet metal processing with its (…)
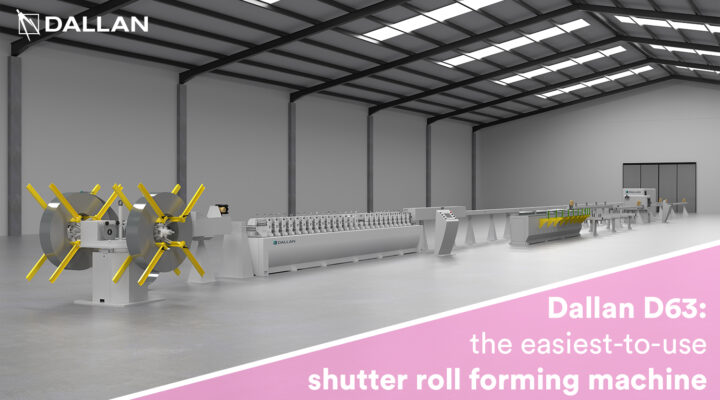
If you are looking for an efficient and easy-to-use solution for producing aluminum roller shutters, the Dallan D63 is the (…)

Why is the Dallan Coil to Window System so Efficient? In the shutter industry, reducing costs and waste is essential (…)


