La Flessibilità nei processi di profilatura: la soluzione del sistema di punzonatura parametrica e profilatura flessibile

I telai per filtri sono un profilo molto particolare: sono profili ad U o C che hanno dimensioni di base differenti, a seconda dello spessore del materiale filtrante. Inoltre hanno dimensioni diverse a seconda delle dimensioni del telaio.
Per questo tipo di profili (e come i telai ve ne sono moltissimi, come i profili da costruzione a C, Z e Sigma, o i profili per scaffali o ancora quelli per gli impianti avicoli), la punzonatura parametrica combinata con una profilatrice flessibile a teste mobili è la soluzione definitiva.
Partiamo dalla punzonatura: questi profili appartengono chiaramente a famiglie, hanno scantonature e lavorazioni di testa che permettono la piegatura e la chiusura del telaio.
In una punzonatrice da foglio, dovremmo realizzare un DXF del profilo aperto, quindi lavorarlo con un programma Cad Cam.
La punzonatrice da coil parametrica, invece, permette di creare in modo grafico e veloce uno o più programmi Master, che includono tutte le regole che definiscono il prodotto.
Il programma parametrico fornito con le linee Dallan lavora quindi a partire da semplici tabulati excel o CSV come si vede qui sotto:
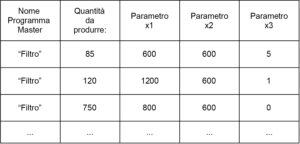
I parametri possono essere dimensioni, attivare o meno punzonature o possono ancora essere dei codici da stampare sul pezzo.
Questa tabella si carica nel programma in ufficio, che genera immediatamente due tipi di file: il file JobList (o lista di lavoro) che include le quantità e l’ordine alla produzione, e diversi file .Job, che sono praticamente i part program già adattati con le dimensioni corrette per ciascun pezzo.
Esistono anche altri formati di file, tuttavia il concetto è chiaro: risparmiare il tempo di programmazione dell’impianto e trasmettere per via telematica alla macchina tutti i parametri per iniziare la produzione.
Quindi il nastro è punzonato con il sistema a controllo numerico e realizza, senza scarto, tutti i telai con la stessa larghezza, uno dopo l’altro.
Questa punzonatrice muove il nastro nella direzione X, mentre i punzoni (di tipo standard) si muovono su una torretta nella direzione Y.
I nastri pre-punzonati entrano a questo punto nella profilatrice, che è a teste mobili per adattarsi alle diverse larghezze dei nastri.
Seguendo questo LINK, vedrai una linea di punzonatura e profilatura con doppia testa asimmetrica, che le permette di realizzare telai da 8mm fino a 100mm di larghezza.
Alla fine della profilatura, l’unità finale di punzonatura e taglio identifica un foro pilota ed esegue nella posizione corretta tutte quelle operazioni, che non possono essere fatte prima della profilatura: in questo caso, il taglio e la piega a 90° di uno dei due terminali.
I prodotti che escono dalla linea possono quindi avere dimensioni leggermente diverse, ma sono in definitiva simili.
A questo punto nasce un problema: come fa l’operatore a riconoscerli?
Quando si lavorano prodotti in modo parametrico, spesso si associa alla linea una stampante a getto di inchiostro o laser, che identifica ciascun pezzo con un codice univoco e con le dimensioni scritte con codice alfanumerico o barcode.
Con questi strumenti, non serve un operatore esperto o un programmatore per produrre senza scarto prodotti perfetti, punzonati, piegati e suddivisi correttamente.
Altri prodotti parametici sono ad esempio i telai per porte, mobili metallici, le strutture reticolari per la costruzione.
Il sistema di punzonatura e profilatura come quello appena visto risolve tutte queste produzioni senza spreco di tempo in programmazione.
Contatta i nostri esperti su [email protected] per saperne di più!
CONTATTACI
![]()
Andrea Dallan
CEO – Dallan Spa