ISO 9001 CERTIFIED ISO 14001 CERTIFIED ISO 45001 CERTIFIED
CORPORATE
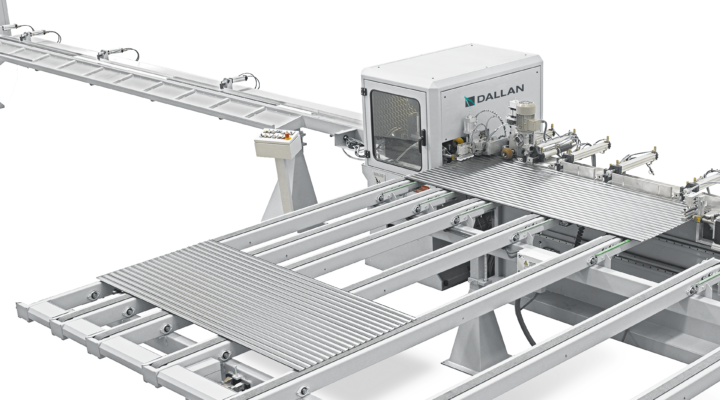
A High-Speed Work of Art.
Thanks to our cutting-edge technology and our exclusive “Coil To Pack” function, a single operator can now produce up to 35,000 meters of profiles in just 8 hours, enabling a significant reduction in labor of up to 75%.